
Case Study: Jiwei Vibrating Fork Level Switch for Steam Separator Liquid Level Monitoring
In modern chemical, petroleum, and energy industries, the steam separator is a critical device whose liquid level monitoring is essential for safe and efficient operation. Overfilled separators can carry liquid into the steam system, damaging downstream equipment, while low levels may cause pump dry-run or localized overheating, creating safety hazards. Reliable level monitoring devices are therefore indispensable.
Recently, Jiwei (Shenzhen Jiwei Automations Ltd) vibrating fork level switches have been widely adopted in steam separator applications due to their advanced features and high performance. This case study highlights their successful implementation in a real industrial scenario.
Background
A large chemical company faced challenges in monitoring the liquid level in its steam separators:
- Limited installation space: Traditional level switches were too large to fit in tight tubes and pipelines.
- Low-density liquid detection: Existing switches could not accurately detect low-density steam-liquid mixtures, causing delayed or false alarms.
- Harsh operating conditions: Foam, bubbles, vibration, and changes in liquid viscosity frequently interfered with measurements.
- High safety requirements: The separators operate under high temperature and high pressure, requiring switches with robust safety and explosion-proof certifications.
To address these challenges, the company selected the Jiwei vibrating fork level switch.
Solution
1. Ultra-short fork design
With a fork length of only 40mm, the Jiwei switch fits easily into tight spaces such as pipes and guide tubes, overcoming limitations of traditional devices and allowing precise level measurement even in restricted areas.
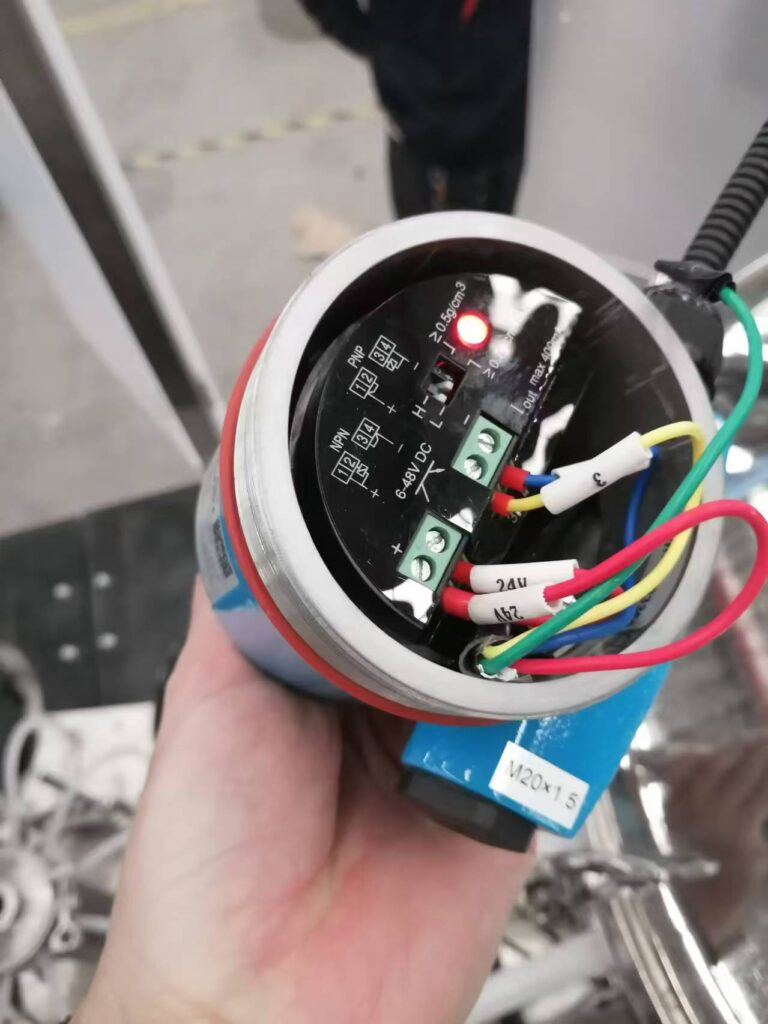
2. Low-density liquid detection
Advanced tuning technology enables detection of liquids with densities as low as 0.5g/cm³, ensuring reliable monitoring of steam-liquid mixtures and expanding applications to low-density media.

3. Strong anti-interference performance
Jiwei’s proprietary interference-resistant design ensures stable operation in challenging conditions, unaffected by foam, bubbles, viscosity changes, or vibration, minimizing false alarms.
4. Multiple output options
With relay, two-wire, NAMUR, and transistor outputs, the switch can seamlessly integrate with various control systems for pumps, valves, and automation, improving operational flexibility.
5. Authoritative certifications
The switch is certified SIL2/3, 3C, CE, EAC, and offers intrinsic safety and explosion-proof protection (gas and dust), guaranteeing reliability in high-risk environments.
6. High reliability and durability
Based on vibration frequency detection, the Jiwei switch is rugged and durable, maintaining long-term stability under extreme conditions, reducing maintenance costs and downtime.
7. Extreme temperature resistance
Capable of withstanding process temperatures up to 400°C, the switch ensures accurate level monitoring in high-temperature steam separators, supporting chemical, petroleum, and pharmaceutical operations.
Results

After installing Jiwei vibrating fork level switches, the company achieved:
- Improved level accuracy: Precise detection of low-density steam-liquid mixtures, preventing liquid carryover.
- Reduced maintenance: Stable anti-interference performance reduced false alarms and maintenance interventions.
- Enhanced safety: Certified explosion-proof design ensured safe operation in high-temperature, high-pressure environments.
- System compatibility: Flexible output signals enabled seamless integration with PLCs and automated controls, optimizing production workflow.
Conclusion
Jiwei vibrating fork level switches, with ultra-short fork design, low-density liquid detection, strong anti-interference, multiple output options, authoritative certifications, and high-temperature resistance, provide reliable and accurate liquid level monitoring for steam separators. They solve the challenges of limited space, complex media, and harsh conditions, offering a replicable solution for chemical, energy, and high-temperature industries, ensuring safety, efficiency, and intelligent automation.