
Cement Mill Level Measurement Solutions: Reliable Radar and Vibration Technology for Cement Silos
Introduction
Level measurement in cement plants has always been one of the most challenging tasks in industrial automation. Cement production environments involve heavy dust, strong vibration, high temperatures, material buildup, and low dielectric powders. Under these harsh operating conditions, conventional level instruments often suffer from unstable signals, false alarms, frequent maintenance, and short service life.
Modern cement plants require much more than simple level indication. Today, accurate level measurement is essential for inventory management, process automation, overfill prevention, production efficiency, and plant safety. Whether in cement silos, fly ash silos, clinker storage systems, raw meal silos, or pneumatic conveying systems, reliable level monitoring directly affects operational stability and production continuity.
To address these demanding applications, Jiwei Automations provides three professional level measurement solutions for the cement industry:
- Tube-11 Vibrating Rod Level Switch for point level detection
- JWrada®-35 80GHz Radar Level Meter for continuous level monitoring
- Integrated dual-technology solution combining both systems
These solutions are specifically designed for dusty powder applications and harsh industrial environments.

Why Cement Industry Level Measurement Is Difficult
Cement plants create some of the harshest environments for industrial instrumentation. The properties of cement powder and fly ash introduce multiple measurement challenges.
First, heavy dust can interfere with many traditional sensors. During material filling or pneumatic conveying, large amounts of airborne powder may weaken or scatter signals.
Second, low dielectric materials such as cement powder and fly ash are difficult for ordinary radar systems to detect reliably.
Third, material buildup and adhesion frequently occur on probes and silo walls. Instruments without sufficient anti-buildup capability may experience false alarms or signal drift.
Fourth, many cement silos are tall and narrow. This creates challenges for accurate signal reflection and stable point level detection.
Finally, high process temperatures and mechanical vibration place additional stress on instruments and electronic components.
Because of these challenges, cement plants require specialized level measurement technologies specifically designed for powder bulk solids applications.
Option 1: Tube-11 Vibrating Rod Level Switch

Reliable Point Level Detection for Cement Silos
The Tube-11 Vibrating Rod Level Switch is designed for point level detection in powder and granular bulk solids applications. It is particularly suitable for cement silos, fly ash silos, lime powder storage, clinker dust systems, and pneumatic conveying systems.
Typical applications include:
- High-level alarm
- Low-level alarm
- Overfill protection
- Empty running protection
- Silo blockage detection
Operating Principle
The Tube-11 uses piezoelectric devices to generate and detect vibration. Its innovative dual vibrating rod structure creates a resonance condition between the inner and outer rods.
When material covers the probe, the resonance frequency changes significantly. This causes the vibration amplitude to decrease sharply. The electronic circuit analyzes the change and outputs a switching signal.
This design provides extremely high sensitivity and excellent reliability in difficult powder applications.
Key Advantages
One of the biggest advantages of the Tube-11 is its unique double vibrating rod design. Jiwei Automations has secured more than 14 patents related to this technology, including three invention patents.
Compared with conventional single-rod vibrating switches, the dual-rod structure offers:
- Higher sensitivity
- Better anti-interference capability
- Stronger anti-buildup performance
- Improved long-term stability

The Tube-11 can detect bulk solids with densities as low as 0.02 g/cm³, making it highly suitable for fly ash and lightweight powders.
Additional features include:
- Excellent performance in dusty environments
- High temperature resistance up to 250°C
- Optional cooling system for temperatures up to 400°C
- Maintenance-free operation
- No calibration required
- Suitable for narrow and tall silos
- Top mounting and side mounting available
Why Vibrating Rod Switches Are Important in Cement Plants
Point level switches are critical safety devices in cement production.
Continuous level measurement systems provide inventory information, but independent point level switches are still necessary for:
- Overfill protection
- High-level emergency alarms
- Conveyor shutdown interlocks
- Silo empty protection
In many cement plants, vibrating rod level switches act as independent safety protection systems.
Option 2: JWrada®-35 80GHz Radar Level Meter

Continuous Level Monitoring for Cement Storage Systems
The JWrada®-35 is an advanced 80GHz FMCW radar level meter designed for continuous level measurement in harsh powder applications.
It is ideal for:
- Cement silos
- Fly ash silos
- Clinker storage
- Raw meal silos
- Powder tanks
- Dust collection systems
Operating Principle
The JWrada®-35 continuously emits 80GHz high-frequency electromagnetic waves toward the material surface.
The reflected echo returns to the antenna. By analyzing the frequency difference between transmitted and reflected signals using FFT processing, the instrument calculates the distance and level height with high accuracy.
This FMCW radar technology provides stable measurement even in difficult process conditions.
Advantages of 80GHz Radar Technology
Compared with lower-frequency radar systems, 80GHz radar offers several major advantages.
Narrow Beam Angle
The narrow beam allows precise focusing inside tall and narrow silos while avoiding interference from silo walls, ladders, and internal structures.
Excellent Dust Penetration
The JWrada®-35 performs reliably even during material filling when dust concentration is extremely high.
Strong Anti-Interference Capability
The radar system includes intelligent false echo suppression algorithms that improve measurement stability.
Non-Contact Measurement
Because the instrument does not contact the material directly, mechanical wear and maintenance requirements are minimized.
Long Measuring Range
The maximum measuring range reaches 150 meters, making it suitable for large cement storage silos.
Smart Connectivity
Built-in Bluetooth 5.0 supports wireless commissioning and remote monitoring via the “JW Tools” app.

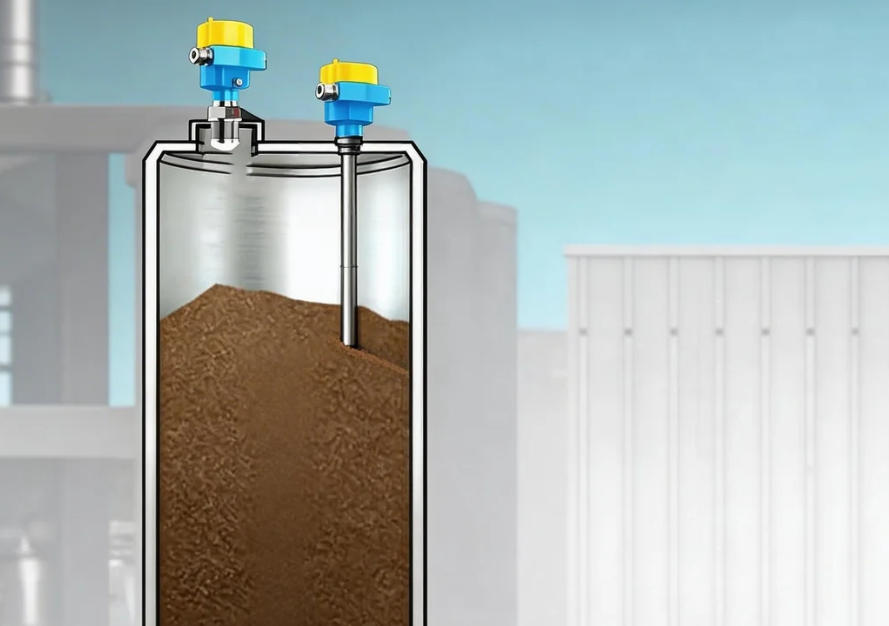
Option 3: Integrated Solution
Combining Continuous Monitoring and Independent Safety Protection
In critical cement plant applications, using only a radar level meter or only a point level switch may not provide sufficient operational safety.
For this reason, many large cement plants adopt integrated solutions combining:
- JWrada®-35 Radar Level Meter
- Tube-11 Vibrating Rod Level Switch
The radar level meter provides continuous inventory monitoring and process control, while the vibrating rod switch provides independent high-level and low-level safety alarms.
Advantages of the Combined Solution
This dual-technology configuration offers several important benefits:
- Continuous level monitoring
- Independent safety protection
- Improved operational reliability
- Reduced risk of overfill accidents
- Better process automation
- Enhanced system redundancy
The combination is especially suitable for:
- Large cement silos
- Critical process vessels
- Automated inventory systems
- Safety-critical applications
Conclusion
Level measurement in cement plants requires specialized instrumentation capable of operating reliably under severe industrial conditions.
Dust, vibration, high temperature, low dielectric powders, and material buildup create major challenges for conventional instruments. Choosing the correct level measurement technology is essential for stable production, plant safety, and operational efficiency.
The Tube-11 Vibrating Rod Level Switch provides reliable point level detection and independent safety protection for cement silos and powder systems.
The JWrada®-35 80GHz Radar Level Meter delivers accurate and maintenance-free continuous level monitoring in dusty and difficult environments.
By combining both technologies, cement plants can achieve highly reliable inventory monitoring and safety protection simultaneously.
Jiwei Automations continues to provide advanced level measurement solutions designed specifically for harsh industrial powder applications, helping cement plants improve automation, reduce downtime, and enhance operational safety.
cement silo level measurement, radar level meter for cement silo, vibrating rod level switch, fly ash silo monitoring, clinker silo level measurement, 80GHz radar level meter, powder level detection, cement plant automation, bulk solids level switch, Jiwei Automations