
Vibrating Fork Level Switch for Steam Drum Level Protection in Steam Boilers
Steam boilers are the core equipment of large thermal power plants and industrial steam systems. Among all control elements, the water level control of the steam drum is one of the most critical factors for safe boiler operation.
The water level inside the steam drum is closely related to steam quality and directly affects boiler safety. If the water level is too high, it may cause water carryover into the steam, which can negatively impact steam turbine operation. If the water level is too low, the heating surfaces of the boiler may become exposed and overheat, potentially leading to severe safety accidents.
Therefore, reliable level measurement and protection devices are essential components in steam systems.
In the Phase II expansion project of CR Power Haifeng Power Plant in Guangdong, the engineering team selected the Jiwei Automation Ring-11 vibrating fork level switch as the key point-level detection device for the steam drum water level protection system, ensuring reliable operation of the steam boiler under high-temperature and high-pressure conditions.

Project Background: Higher Requirements for Level Protection in High-Temperature and High-Pressure Steam Systems
CR Power Haifeng Power Plant is located in Xiaomo Town, Haifeng County, Shanwei City, Guangdong Province. It is one of the major coal-fired power generation bases in South China.
The power plant units adopt supercritical coal-fired power generation technology, where the boiler steam system provides steam at different pressure levels to meet the thermal energy requirements of the power generation system and auxiliary process systems.
During operation of the unit:
- Steam pressure can reach 16 bar
- Steam drum operating temperature can reach 400 °C
- The steam system operates continuously in high-temperature and high-pressure environments
Under such extreme operating conditions, traditional level switches such as mechanical float switches or electrode level switches often face the following problems:
- Seal aging caused by high-temperature steam
- Detection instability caused by pressure fluctuations
- False triggering due to steam turbulence
- Difficult long-term maintenance
Therefore, the plant’s technical team sought a high-reliability point level detection device capable of operating stably under high-temperature and high-pressure conditions for high-level and low-level protection of the steam boiler drum.
Technical Solution: Ring-11 Vibrating Fork Level Switch for Reliable Water Level Protection
After multiple rounds of technical evaluation and equipment selection, the project finally chose the Ring-11 vibrating fork level switch from Jiwei Automation as the steam drum level protection device.
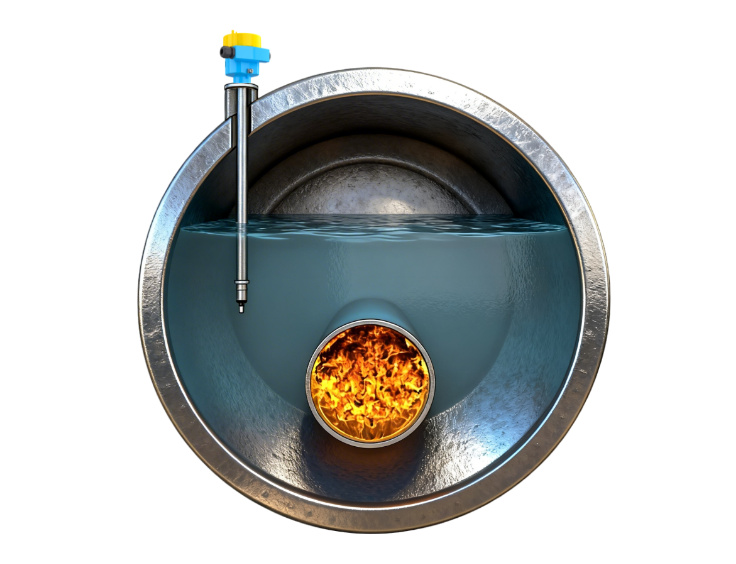
The Ring-11 vibrating fork level switch operates based on a vibration detection principle. A built-in piezoelectric element drives the probe to vibrate at a stable frequency. When the fork comes into contact with liquid, the vibration frequency changes due to the difference in medium density.
The electronic unit detects this change and determines the level status, outputting a switching signal accordingly. Once the liquid level exceeds the preset range, the instrument immediately sends an alarm or interlock signal to the control system, triggering corresponding safety protection measures.

Equipment Advantages: Suitable for High-Temperature and High-Pressure Steam Conditions
In the CR Power Haifeng Power Plant project, the Ring-11 vibrating fork level switch demonstrated several significant advantages.
1. Stable Operation in High-Temperature and High-Pressure Environments
The environment inside a steam boiler drum is extremely demanding. The operating temperature can approach 400 °C, combined with steam pressure up to 16 bar.
The Ring-11 features an industrial-grade structural design and high-temperature resistant materials, allowing it to maintain stable operation without detection errors caused by temperature fluctuations.
2. Automatic Detection and Self-Monitoring Function
The Ring-11 integrates an electronic diagnostic system that continuously monitors both the vibration status of the sensor and the operational status of the electronics.
If abnormal vibration or electronic faults are detected, the device immediately sends an alarm signal. This self-monitoring mechanism significantly improves the operational safety of the steam system by preventing false alarms or protection failures.
3. Quick Functional Testing
Traditional level switch maintenance often requires system shutdown or complex testing procedures. The Ring-11 supports push-button functional testing, allowing maintenance personnel to simulate alarm conditions simply by pressing a test button.
This feature enables quick verification of device functionality and greatly improves maintenance efficiency.
4. High Safety Integrity Level
In power plant boiler protection systems, equipment reliability is a critical indicator.
The Ring-11 vibrating fork level switch supports SIL3 Safety Integrity Level applications, making it suitable for high-safety industrial environments such as:
- Power plant steam boiler systems
- Petrochemical high-pressure reaction units
- High-temperature steam storage vessels
This safety rating ensures stable operation even under extreme industrial conditions.
Project Implementation Results
Since being put into operation, the Ring-11 vibrating fork level switch has operated reliably and stably in the steam boiler drum system of CR Power Haifeng Power Plant.
The system has successfully achieved reliable water level protection with the following performance characteristics:
- Stable level detection with no false triggering
- Strong resistance to steam turbulence
- Long-term operation with minimal maintenance
- Fast interlock response with the DCS control system
According to feedback from the plant’s operation and maintenance team, after adopting the Ring-11, the reliability of the steam drum level protection system has been significantly improved while reducing the failures commonly associated with traditional level switches in high-temperature steam environments.
Application Value
By deploying the Ring-11 vibrating fork level switch in the steam boiler drum system, the power plant has achieved:
- Improved safety of the steam system
- Enhanced protection capability for boiler equipment
- Higher reliability of level detection
- Reduced equipment maintenance costs
For thermal power plants, chemical steam systems, and high-temperature boiler installations, selecting reliable level detection equipment is a key factor in ensuring long-term stable operation.
Conclusion
In high-temperature and high-pressure steam systems, level detection is not only related to operational efficiency but also directly linked to the safety of the entire power plant.
With its stable vibration detection technology, comprehensive self-monitoring functions, and industrial design suitable for extreme environments, the Ring-11 vibrating fork level switch demonstrates excellent reliability in steam boiler drum level protection applications.
As industrial automation continues to advance, highly reliable level detection instruments will play an increasingly important role in industries such as power generation, petrochemicals, and metallurgy.