
Vibrating Rod Level Switches at Chemical Fiber Group | Replacement Practice from VEGA to Jiwei
In chemical fiber production processes, raw materials and intermediate products are typically handled in the form of granules, powders, or flakes, such as PTA powder, polyester chips, and various additives. These materials generally feature fluctuating bulk density, a tendency to bridge, and complex dusty environments, which place high demands on the stability and reliability of level measurement devices. In such applications, vibrating rod level switches are widely used for high and low level detection due to their robustness and adaptability.
Recently, the technical and sales team of Shenzhen Jiwei Automations Ltd conducted an on-site visit to a large chemical fiber group located in Yangzhou. The visit focused on evaluating the actual operating conditions of level measurement instruments and assessing their long-term performance in real industrial environments.

1. Project Background: Stable Operation with Room for Optimization
The chemical fiber group is a key regional manufacturer, operating multiple continuous production lines involving raw material conveying, reactor feeding, and finished product storage.
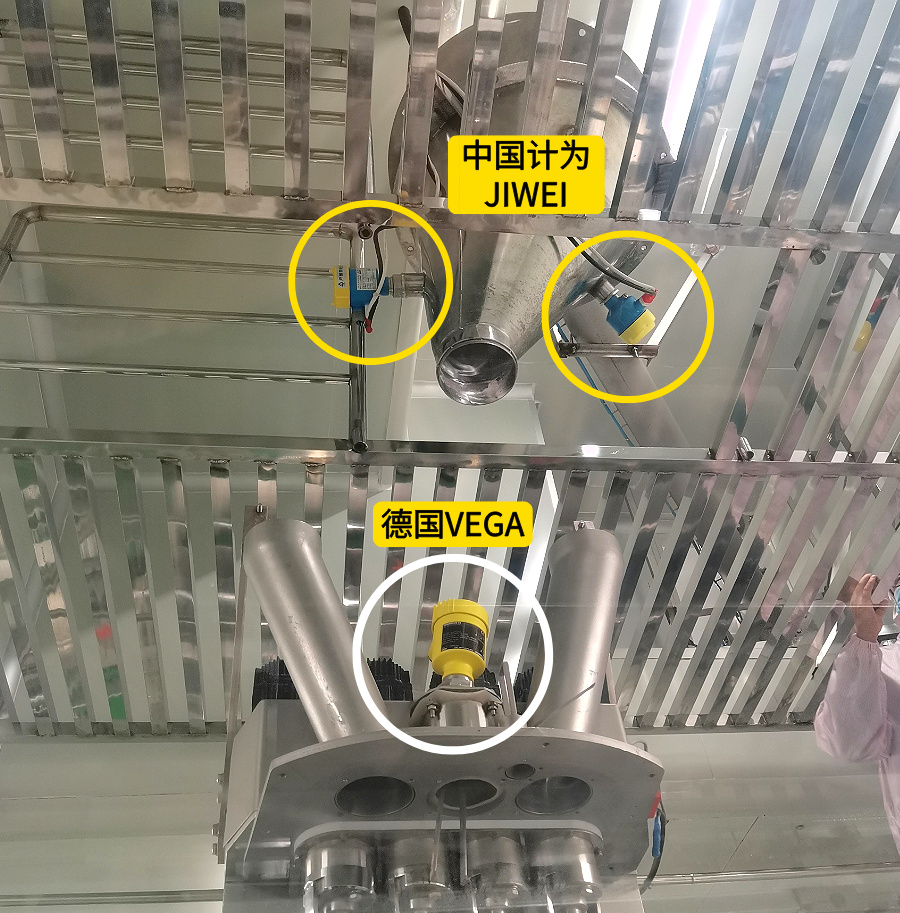
In earlier project stages, imported vibrating rod level switches, such as VEGAVIB 61, were widely installed for high-level and low-level detection.
According to the on-site equipment manager:
“The imported devices have been generally stable. However, in certain powder silos and high-temperature conditions, occasional false alarms or reduced sensitivity have occurred. In addition, from the perspective of maintenance and spare parts cost, we are also looking for a more suitable alternative solution.”
As the equipment continued to operate over time, the company gradually entered a phase of cost reduction and localization, creating an opportunity for the introduction of Jiwei products.
2. Application Conditions: Typical Powder Handling with Complex Process Environment
The key application points investigated during this visit include:
- Polyester chip silos (granular material with relatively good flowability but dusty conditions)
- Additive powder silos (fine powder, prone to adhesion and bridging)
- Intermediate buffer hoppers (frequent material inflow/outflow with strong vibration)
- High-temperature silos (local temperatures reaching up to 80°C)
These field conditions present several typical challenges:
- Significant variation in bulk density (0.5–1.2 g/cm³)
- Heavy dust with long-term material buildup
- Mechanical vibration interference in certain silos
- Requirement for long-term, maintenance-free operation
3. Equipment Replacement: Transition from Single-Rod to Dual-Rod Structure
After multiple rounds of technical discussions and small-scale pilot testing, the customer decided to introduce the Tube-11 Vibrating Rod Level Switch for comparison in selected application points.
Unlike conventional single-rod vibrating switches, Tube-11 adopts a dual-rod structure design. Its core engineering advantages include:
- More stable vibration behavior with reduced sensitivity to external disturbances
- Stronger resistance to material buildup, effectively reducing false alarms
- Improved sensitivity to low-density materials
- Lower frequency drift during long-term operation
After approximately three months of continuous field operation, the customer provided the following feedback:
“Tube-11 performs more stably than expected in powder silos. Especially during low-level detection, the switching action is very clean, without the ‘borderline oscillation’ that we previously experienced.”
4. User Feedback: Improved Stability and Adaptability

During the site visit, feedback from field engineers was systematically summarized. Based on actual operation performance, improvements are mainly reflected in the following aspects:
In terms of powder adaptability, the original vibrating switches were affected by material buildup in additive powder silos, occasionally leading to delayed response or unclear switching signals. After replacing them with Tube-11 Vibrating Rod Level Switch, due to its optimized structure, sensitivity to adhered materials has been reduced. The switching action is more decisive and stable, and the signal quality has significantly improved. Based on operational records, the false alarm rate has been reduced by more than 70%.
Regarding anti-interference capability, some hoppers are located near operating equipment and are subject to continuous mechanical vibration. The original devices occasionally experienced false triggering under such conditions. In contrast, Tube-11 has shown stable operation at the same installation points, with no noticeable false actions, demonstrating stronger resistance to mechanical interference.
From a maintenance perspective, improved operational stability has directly reduced maintenance frequency. Inspection intervals have been extended from weekly to monthly, with no abnormal conditions observed. Overall maintenance workload has been reduced by approximately 60%, effectively lowering operational costs.
In addition, user confidence in domestically developed instruments has improved. Based on actual operational verification, field engineers generally consider that the device meets project requirements in terms of stability and adaptability and is suitable for long-term operation.
5. Implementation Plan: From Pilot Testing to Gradual Expansion

Based on the validation results from pilot testing and continuous operation, the chemical fiber group has developed a clear technical evaluation of the Tube-11 vibrating rod level switch.
In multiple typical application points—especially those involving powder materials and vibration-intensive environments—the device has demonstrated stable performance, reliable switching behavior, and no abnormal fluctuations or false triggering.
On this basis, a phased replacement strategy has been established.
The overall approach is to gradually replace the existing vibrating rod level switches with Tube-11 without affecting current production operations.
The implementation plan is divided into three stages:
Phase 1: Priority replacement in critical powder silos
These positions involve fine powders and low-density materials, where level detection reliability is crucial and where previous issues were more frequent. Replacing these key points first will quickly improve overall system stability and further validate long-term performance under extreme conditions.
Phase 2: Expansion to general granular material silos
Although these applications are relatively stable, they still require reliable long-term operation and optimized maintenance. This phase helps standardize equipment types, reduce spare part categories, and improve maintenance efficiency.
Phase 3: Full adoption in new or upgraded production lines
In this stage, Tube-11 Vibrating Rod Level Switch will be incorporated into design specifications as a standard configuration, ensuring consistency from the initial design stage and avoiding repeated modifications. It also supports the formation of standardized application experience for future projects.
According to the overall plan, the group expects to complete the replacement across major production units within 1–2 years, with a total quantity reaching hundreds of units. This transition will not only improve operational stability but also optimize maintenance strategies, shifting from reactive maintenance to low-frequency inspection, which is beneficial for both production continuity and cost control.
6. Technical Strength: Beyond Product, Built on R&D Capability

The Tube-11 vibrating rod level switch is not a simple replication of existing products, but an innovation in both structure and working principle.
- First dual-rod vibrating level switch innovator in China
- Invention patents:
- ZL201510009538.3
- ZL201510059187.7
- ZL201610511184.7
- 11 utility model patents
- Multiple government-funded R&D projects
These technical foundations enable stronger adaptability in complex industrial environments.
7. Conclusion: Field Performance Is the Ultimate Proof
In industrial automation, technical specifications serve as references, but real field performance is the most convincing evidence.
This application case demonstrates that under multiple challenging conditions:
- Powder and granular material handling with fluctuating density
- Continuous mechanical vibration and equipment interference
- Dust-intensive environments with temperature variation
- 24/7 continuous operation
the Tube-11 vibrating rod level switch delivers stable switching performance, strong resistance to interference, and consistent long-term operation.

From the project development perspective, the customer’s transition from pilot testing to phased replacement is highly representative. This decision is not based on theoretical parameter comparison, but on actual operational data and field validation.
From an engineering standpoint, this shift from “validated application” to “standardized selection” indicates that the product has achieved repeatability, reliability, and feasibility for replacing existing solutions in similar industrial applications.